Example 1 AdjCalc S System
Process
Standalone Spectrometer with Windows PC and AdjCalc Single node module. Analytical results are automatically transferred from spectrometer software. Operator performs optimization and prints weigh bill. All data is saved in the history log database, which can be used for statistical analysis and reports.
Example 2 ProdCalc S System
- Adjustment and Designer module, Single node.
Process
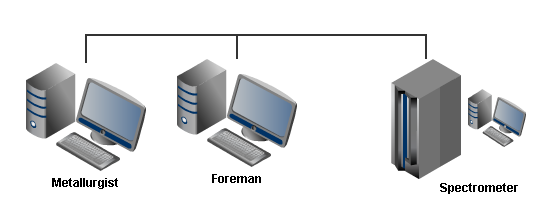
Standalone Spectrometer with Windows PC and ProdCalc and AdjCalc Single node modules. Program Schedule is used for melt planning/administration. Actions on melt are documented with the modules Action and Charge. Analytical results are automatically transferred from spectrometer software. Operator performs optimization and prints weigh bill. All melt data is saved in the history log database, which can be used for statistical analysis and reports.
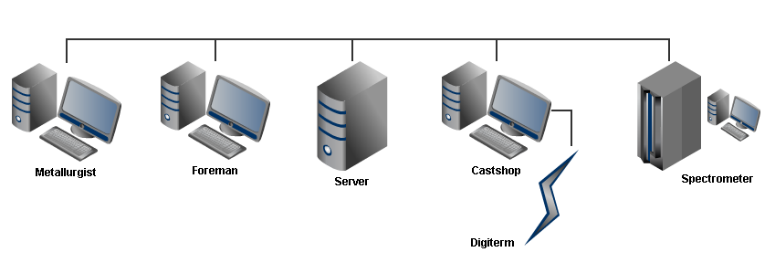
Example 3 ProdCalc N System
- Adjustment and Designer modules.
- Custom module for serial temperature input from a Digiterm temperature probe.
- Custom modules for melt counting. Counter is automatically reset every time a furnace lining tool is selected among the source material.
Process
Program Schedule is used for melt planning/administration. Actions on melt are documented with the modules Action and Charge. Temperature readings are saved in database automatically when probe is dipped into melt. All melt data is saved in the history log database, which is used for statistical analysis and reports.
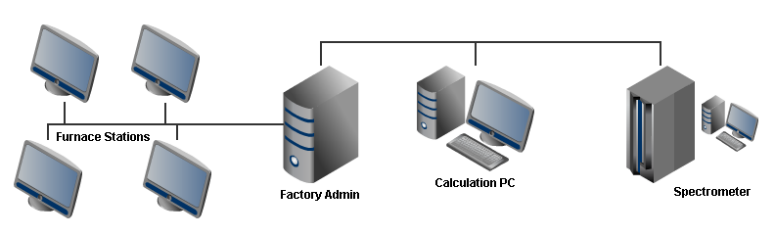
Example 4 AdjCalc N System
- Adjustment module running in automatic mode.
- Custom module for reporting to production database as TCP/IP messages.
- Custom module for creating user messages based on calculation result and melt id.
- Custom module for displaying user messages at furnaces.
Process
The Charge Calculation system is integrated together with a Spectro Lux Container laboratory. The foundry user presents the sample for the system through a small door and enters data using a bar code reader. When Spectro Lux is done, the analysis result is transmitted to the Charge Calculation system over a serial connection. Calculation is made automatically. The furnace name is interpreted from the melt id. A message for the furnace operator is compiled and transmitted through the LAN network to the current furnace station and presented on a PC display. Another result message is transmitted to the production database.
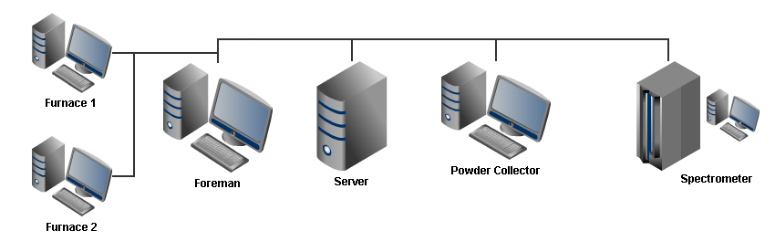
Example 5 ProdCalc N System
- Adjustment and Designer modules.
- Customized Action module with production specific data input.
- Customized system and history log database.
- Custom module for melt counting after furnace relining.
- Custom module for powder receiving station.
- Custom module for displaying powder receiving station status at casting station.
- Microsoft Terminal Server and clients.
Process
Most programs are running in a Microsoft Terminal Server. The operators work with Terminal Server Clients. Program Schedule is used for melt planning/administration and is operated by the foreman. Actions on melt are entered using the customized Action module and Charge. The laboratory is located away from production. Samples are transported by tube. The analysis result is transmitted back to the server. Adjustment calculation is performed at the furnace/casting station. When the powder collector enters the container ID into the system, a clear signal is displayed at the casting station. The history log database is used for transfer of production data to factory system.
Example 6 ProdCalc N System
- Adjustment and Designer modules.
- Custom module for reading bar code labels produced by Movex resource planning system.
- Custom Active-X module as replacement for Action module.
Process
A new melt is defined in Movex. The foreman transfer melt info into the Charge Calculation system by scanning a bar code label, printed by Movex. The label contains charge number, quality name and amount.
The module Charge2Spectro is used for transferring charge info from the Charge Calculation database to the spectrometer. Adjustment calculation is made in the spectrometer computer.